Highly certified protective gloves engineered for hospital, laboratory, food safety, and critical cleanroom environments.








The global medical protective barrier industry is experiencing an unprecedented evolution. According to recent healthcare supply chain analyses, the demand for high-performance surgical and examination gloves is projected to maintain a compound annual growth rate (CAGR) of over 6.8% through 2030. In highly critical healthcare and surgical environments, gloves serve as the primary defense system against pathogen transmission, chemical exposure, and surgical site contamination.
Surgical-grade gloves, distinct from standard examination gloves, require compliance with stringent regulatory frameworks including the US Food and Drug Administration (FDA) 510(k) clearances, European Union Medical Device Regulation (EU MDR 2017/745), and the global ISO 13485 quality management systems. These regulations ensure a low Acceptable Quality Level (AQL) of 1.5 or lower, defining the tolerance for micro-punctures and material integrity. As sourcing strategies transition towards risk mitigation, medical procurement executives are prioritizing manufacturers with diversified production bases, high raw-material stability, and verifiable compliance records.
Understanding the core technical variations between surgical-grade and diagnostic-grade personal protective equipment (PPE) is vital for institutional procurement. Surgical gloves undergo intensive sterilization procedures (typically Gamma irradiation or Ethylene Oxide processing) and are packaged in sterile pairs to prevent surgical site infections (SSIs). Furthermore, they feature anatomical designs matching the hand's natural curvature to minimize muscle fatigue during extended operations.
Surgical gloves require an AQL of 1.0 to 1.5, significantly reducing the probability of pinhole defects compared to the 2.5 AQL standard permitted for standard exam-grade models.
Premium synthetic polymers (Nitrile, Polyisoprene, Polychloroprene) must exhibit high tensile strength (minimum 14 to 24 MPa) and over 500% elongation to prevent tearing under mechanical stress.
Modern surgical-grade gloves must pass ISO 10993 cytotoxicity, sensitization, and intracutaneous reactivity tests to eliminate the risk of Type I and Type IV hypersensitivity reactions.
Dongguan Puppelio Glove Co., Ltd. is the world’s leading manufacturer of disposable sanitary protective gloves, committed to professional glove production since 1992. With over three decades of experience, Puppelio has become a trusted global supplier in medical, industrial, food handling, and laboratory sectors.
The Group operates 10 advanced production bases across Hebei, Shanxi, and Yunnan provinces in China, equipped with 219 state-of-the-art production lines, making it one of the largest and most technologically advanced glove manufacturers worldwide.
Puppelio specializes in producing six main categories of gloves, offering over 120 varieties to meet diverse customer needs. Its product range includes vinyl gloves, nitrile gloves, vinyl/nitrile blend gloves, cleanroom gloves, NBR latex gloves, and PE products, all manufactured under strict quality control standards to ensure safety, durability, and comfort.

Dongguan Puppelio emphasizes innovation and research, continuously improving production processes to enhance performance, reduce environmental impact, and meet international safety certifications. The company also provides customized OEM solutions, allowing clients to tailor glove specifications, packaging, and branding to their requirements. With a global distribution network and dedicated after-sales support, Puppelio ensures timely delivery, reliable quality, and professional service for clients worldwide.
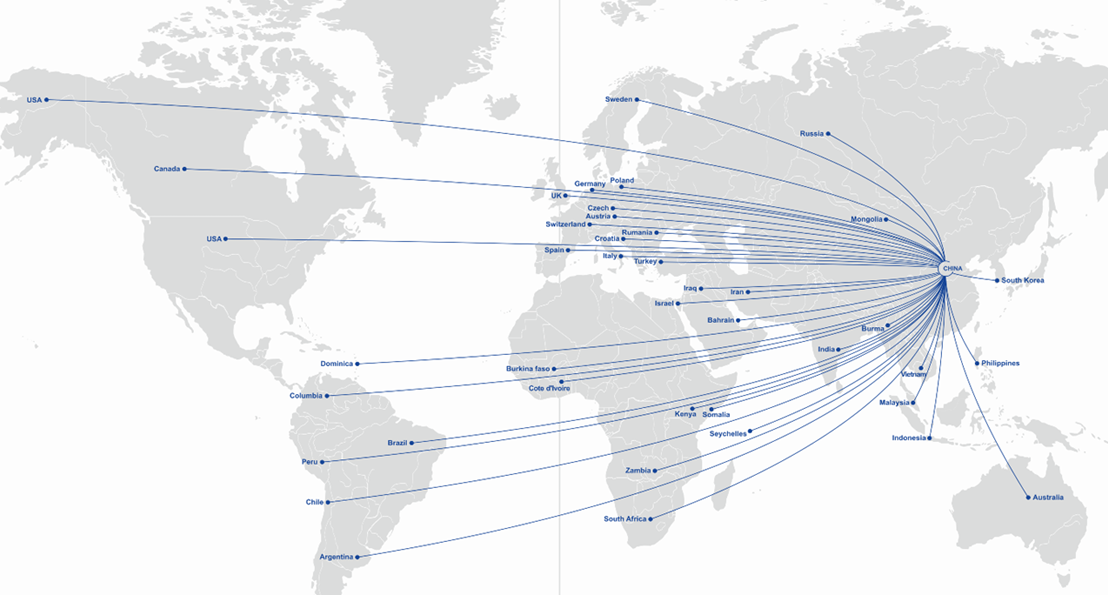
Medical institutions and bulk distributors are transitioning away from single-source dependency. The supply disruptions experienced between 2020 and 2022 highlighted vulnerability in the protective gear supply chain. As a result, geographic diversification within manufacturing hubs has become vital. Modern buyers are looking for suppliers with multi-site operations—such as Puppelio's strategic distribution of 10 production bases across various Chinese provinces—ensuring supply chain continuity even during local infrastructural or environmental interruptions.
Additionally, the transition from PVC-based plastics to highly resilient Nitrile Butadiene Rubber (NBR) is reshaping procurement budgets. While vinyl gloves remain cost-effective and highly functional for low-risk clinical applications, nitrile has established dominance in surgical and chemical contact environments because of its superior resistance to hydrocarbons, oils, and physical tearing.
The medical glove industry is witnessing rapid innovations in biochemistry and automation. Leading research institutions and manufacturers are actively investing in next-generation material science to optimize both environmental sustainability and user ergonomics.
Eliminating chemical accelerators (such as thiurams and carbamates) to prevent Type IV contact dermatitis in medical professionals.
Integrating organic additives to allow anaerobic biodegradation in landfill environments within 200 days, reducing global medical plastic waste.
Implementing real-time computer-vision thickness checks during coagulation and polymer dipping, ensuring uniform barrier consistency.
Replacing traditional dusting powders with high-performance polyurethane/acrylic linings to facilitate effortless damp-hand donning.
Depending on the target application, protective gloves require precise certification alignments:
Heavy-duty, cut-resistant, food service, and laboratory chemical protective solutions.








Expert technical insights regarding medical glove certifications, material properties, and supply chain logistics.